



Machine Vision Applications
Posted on by P.J. KortensWhat if you could employ 100% inspection in your production line?
I remember working for a major manufacturer of aluminum cans and ends (lids) back in the ’80s. It is vital that the sealing compound on the ends is flawlessly applied to ensure a viable seal. The manufacturer purchased a vision system to provide 100% inspection of the ends as they exited the liner application machines. Back then, this system set the manufacturer back something in the neighborhood of several $100K.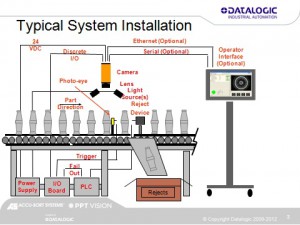
Now, thanks to advances in machine vision technology, even relatively small manufacturers can implement accurate, reliable, 100% inspection. Machine vision uses a small camera mounted in a strategic position on the line to acquire an image of the product. The image is then analyzed by software to determine if various aspects of the product are within acceptable limits. This is done at blazing speed – fractions of a second. With the reduced price tag that accompanies advances in technology, the return on investment for machine vision systems is also amazingly fast; often times only a matter of months.
Whether you manufacture aluminum cans, castings, medical devices, pharmaceuticals, or dairy products, machine vision can prevent off-spec product from getting out the door. Machine vision can inspect for correct part geometry and placement; proper packaging and labeling; seal integrity; and a multitude of other parameters. Machine vision systems can read 1D and 2D bar-codes, and are capable of optical character recognition (OCR), making possible a variety of track & trace, inventory control, and logistics applications.
Since the applications of machine vision technology are so numerous, and diverse, we will perodically feature specific applications that we hope will be especially interesting and useful to you.
Leave a Reply